In the ever-evolving landscape of manufacturing, Industry 4.0 stands as a beacon of innovation and efficiency. Industry 4.0 market, valued at USD 114.3 billion in 2023, stands to experience more than 20% CAGR from 2024 to 2032. This fourth industrial revolution harnesses the potential of digital technologies to transform traditional manufacturing processes into smart, interconnected systems. From IIoT and artificial intelligence to cloud computing and data analytics, Industry 4.0 is reshaping the way goods are produced, ushering in a new era of smart manufacturing.
Brief history of Industry 4.0
We have trodden a remarkable path in history to get where we are today. The first industrial revolution, sparked by steam-powered engines, revolutionized production organization. Electricity later enabled mobile assembly lines, and computing technology propelled the third revolution. Now, we find ourselves on the brink of Industry 4.0, where a fusion of technologies including sensors, connectivity, communication, data analytics, and artificial intelligence promises to shape the factories of tomorrow.
Understanding business value drivers
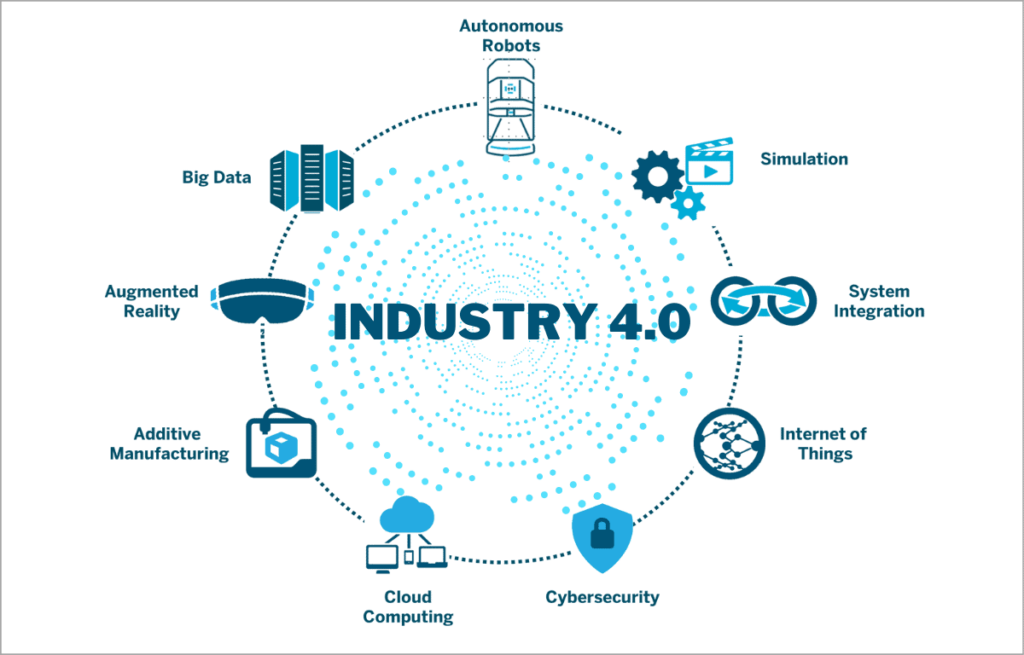
At the core of Industry 4.0 lies the integration of digital technologies into every facet of the manufacturing value chain. From IoT (Internet of Things) sensors and AI (Artificial Intelligence) to cloud computing and data analytics, these technologies converge to create smart manufacturing units and factories capable of achieving objectives that drive innovation and growth. These objectives are often achieved through a combination of cost reduction, quality improvement, flexibility enhancement, and innovation acceleration. By leveraging Industry 4.0 technologies, manufacturers unlock new opportunities to optimize operations, enhance productivity, and gain a competitive edge in the market.
- Smart energy consumption
Another example of IIoT being utilized for energy management is of an automated building management system, that is now operational at a Schlumberger factory in France. It oversees air quality, temperature, and lighting. This data-driven approach enables them to identify inefficiencies, optimize consumption patterns, and reduce overall energy costs while minimizing their environmental footprint.
- Real-time yield optimization
In today’s fast-paced manufacturing environment, maximizing yield and minimizing waste are paramount. Industry 4.0 empowers manufacturers with the tools to achieve these goals in real-time. By harnessing the power of data analytics and artificial intelligence, companies optimize production processes, identify potential bottlenecks, and make proactive decisions to enhance overall efficiency and profitability.
- Machine flexibility
Gone are the days of rigid production lines that struggle to adapt to changing market demands. With Industry 4.0, manufacturers are embracing machine flexibility like never before. Integration of smart sensors and automation technologies allow companies to create agile production systems capable of rapid reconfiguration and adaptation. This flexibility allows manufacturers to respond quickly to customer needs, minimize downtime, and stay ahead of the competition.
- Predictive maintenance
The concept of predictive maintenance has revolutionized the way manufacturers approach equipment upkeep. By harnessing the power of IoT sensors, machine learning algorithms, and predictive analytics, companies anticipate potential equipment failures before they occur. This proactive approach to maintenance not only minimizes unplanned downtime but also reduces maintenance costs and extends the lifespan of critical assets.
- Remote monitoring and control
- Digital performance management
Central to the success of Industry 4.0 is the concept of digital performance management. By collecting and analyzing vast amounts of data from across the manufacturing ecosystem, companies gain valuable insights into key performance metrics. Digital performance management allows identifying areas for improvement, from production efficiency and quality standards to supply chain performance and customer satisfaction. This in turn implements targeted interventions, and drives operational excellence.
- Real-time supply chain optimization
In today’s interconnected global economy, supply chain optimization is critical for manufacturers seeking to gain a competitive edge. Industry 4.0 facilitates real-time collaboration and visibility across the entire supply chain, from raw material suppliers to end customers. By leveraging advanced analytics, predictive modelling, and automation technologies, companies optimize inventory levels, streamline logistics, and enhance collaboration with partners, ultimately improving overall efficiency and responsiveness.
- Advanced process control
Industry 4.0 enables manufacturers to achieve unprecedented levels of process control and optimization. By integrating advanced sensors, AI-driven algorithms, and automation technologies, companies monitor and adjust production parameters in real-time to ensure consistent quality and performance. This proactive approach to process control minimizes variability, reduces waste, and enhances product reliability, ultimately driving customer satisfaction and brand loyalty.
Real-time application of Industry 4.0
In the realm of modern manufacturing, leveraging cutting-edge technologies is imperative to stay competitive and optimize operations. This case study delves into the strategic integration of Industrial Internet of Things (IIoT) and Big Data analytics to drive manufacturing optimization. Let’s explore how the convergence of IIoT and Big Data has revolutionized production processes, enhanced efficiency, and yielded significant results in improving overall performance.
- Company overview:
Bosch Automotive Diesel System factory in Wuxi, China, faced challenges in minimizing equipment downtime and optimizing production processes. To address these issues, Bosch implemented a strategy integrating IIoT and Big Data analytics.
- Solution:
Bosch embedded sensors in machinery to monitor production processes and collect real-time data on machine conditions and cycle times. Advanced analytics tools processed this data to predict equipment failures and identify bottlenecks in production operations.
- Results:
The implementation resulted in:
- Over 10% increase in output in specific areas.
- Improved delivery timelines and enhanced customer satisfaction.
- Extended machinery operating hours, boosting productivity.
- Enhanced decision-making capabilities, reducing equipment downtime and optimizing production processes.
- Conclusion:
Bosch’s successful integration of IIoT and Big Data analytics exemplifies the transformative potential of digital technologies in manufacturing. This case study highlights the importance of innovative solutions in driving digital transformation and achieving sustainable growth in today’s dynamic manufacturing landscape.
What's next for industry 4.0
As we look to the future, the potential of Industry 4.0 appears boundless. Emerging technologies such as edge computing, 5G connectivity, cybersecurity, and human-robot collaboration are poised to further revolutionize the manufacturing landscape. By embracing these innovations and staying at the forefront of technological advancement, manufacturers continue to unlock new opportunities for growth, innovation, and sustainable development in the digital age.
To understand the origin, and history of Industry 4.0, check out our blog.